

Zehaztasun handiko metalezko estanpazio lanak estanpazioa, zulaketa eta marrazketa sakona barne hartzen ditu


Metal estanpazioa ekoizpen masiborako estanpazio-makinak eta tresneria erabiltzen diren prozesua da. Zehaztasun handiagoa, azkarragoa, egonkorragoa eta unitateko prezio merkeagoa du laser bidezko ebaketa eta tolestura-makinekin egitea baino. Noski, lehenik eta behin tresneriaren kostua kontuan hartu behar duzu.
Azpizatiketaren arabera, metalezko estanpazioa arruntetan banatzen daEstanpazioa,Marrazketa sakonaetaNCTren kolpeak.

1. irudia: HY Metals estanpazio tailerreko txoko bat
Metalezko estanpazioak abiadura handiko eta zehaztasun handiko ezaugarriak ditu. Estanpazioaren ebaketa-tolerantziak ±0,05 mm edo gehiago izan ditzake, eta estanpazioaren tolestura-tolerantziak ±0,1 mm edo gehiago.
Estanpazio Tresnen Diseinua
5000 pieza baino gehiagoko lote-kantitatea denean edo laser bidezko ebaketa- eta tolestura-makinarekin fabrikatzen direnean, estanpazio-tresnak beharko dituzu piezak egiteko.
HY Metals ingeniari taldeak zure metalezko pieza aztertuko du eta zure produktuaren marrazkien eta zure aurrekontuaren arabera estanpazio-tresnarik onena diseinatuko du.

2. irudia: Moldeen diseinurako ingeniari laguntza sendoa dugu
Trokel progresiboa edo zulo bakarreko trokelen seriea izan daiteke, egituraren, kantitatearen, entrega-epearen eta nahi duzun prezioaren araberakoa dena.
Molde progresiboa estanpazio jarraituko molde bat da, prozesu guztiak edo batzuk aldi berean osatzeko gai dena. Baliteke trokel progresibo multzo bat besterik ez behar izatea pieza amaitua lortzeko.
3. irudia: Hau trokel progresibo sinple baten adibidea da, behin bakarrik moztu eta tolestuz.
Zulo bakarreko trokelak urratsez urratseko estanpazio-prozesu bat da. Estanpazio-ebaketa-tresnak eta hainbat estanpazio-tolestura-tresnak izan ditzake.
Puntzoi bakarreko tresneria errazago mekanizatzen da eta normalean merkeagoa da tresneria progresiboa baino. Baina ekoizpen masiborako motelagoa da eta estanpatutako piezen unitateko prezio altuagoa izango da.
Estanpazio-ebaketa
Normalean estanpazioa ebakitzea da zuloak edo formak mozteko lehen urratsa.
Estanpazio-tresnekin ebakitzea laser bidezko ebakitzea baino askoz azkarragoa eta merkeagoa da.
Estanpazio-formazioa
Xafla metaliko batzuetarako egitura ahurrak eta ganbilak edo saihetsak egiteko, estanpazio-tresnak beharko ditugu horiek eratzeko.
Estanpazio-tolestura
Estanpazio bidezko tolestura ere merkeagoa eta azkarragoa da tolestura-makinak baino. Baina egitura konplexua eta tamaina txikia duten piezetarako bakarrik da egokia, 300 mm * 300 mm bezalakoak. Tolestura-tamaina handiagoa denean, tresneriaren kostua handiagoa izango baita.
Beraz, batzuetan tamaina handiko eta kantitate handiko piezetarako, estanpazio-ebaketa tresneria bat bakarrik diseinatzen dugu, tolestura-tresneriarik gabe. Piezak tolestura-makinekin bakarrik tolestuko ditugu.
5 tresneria-diseinu ingeniari profesional ditugu, zure metalezko estanpazio piezetarako irtenbide onenak emango dizkizutenak.


4. irudia: HY Metals estanpazio tresneria biltegia
10T-tik 1200T-ra bitarteko 20 estanpazio eta zulaketa makina baino gehiago ditugu metalezko estanpaziorako. Ehunka estanpazio molde egin ditugu gure kabuz, eta milioika zehaztasun metalezko pieza estanpatzen ditugu mundu osoko bezeroentzat urtero.
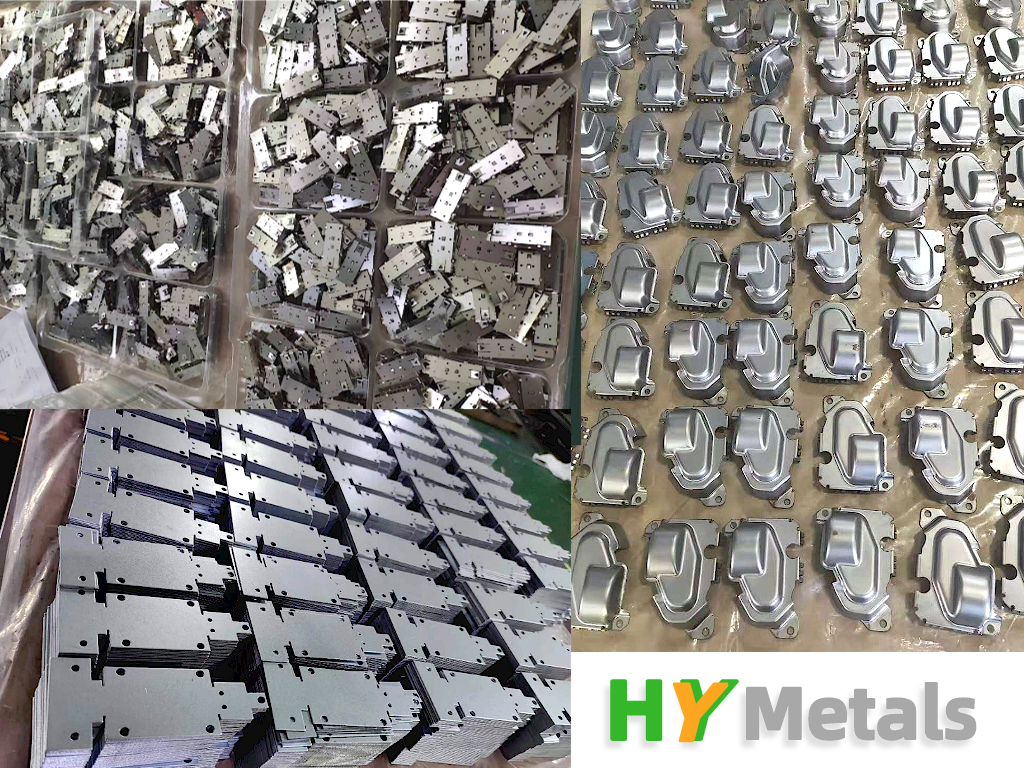
5. irudia: HY metalek estanpatutako pieza batzuk
Marrazketa sakona
Marrazketa sakona egitura sakonago eta ahurragoak egiteko estanpazio mota bat da. Sukaldeko altzairu herdoilgaitzezko harraska-igerilekuak eta ontziak ikus ditzakegun marrazketa sakoneko pieza batzuk dira.
Zehaztasun handiko industria-pieza asko egiten ditugu marrazketa sakonaren bidez.

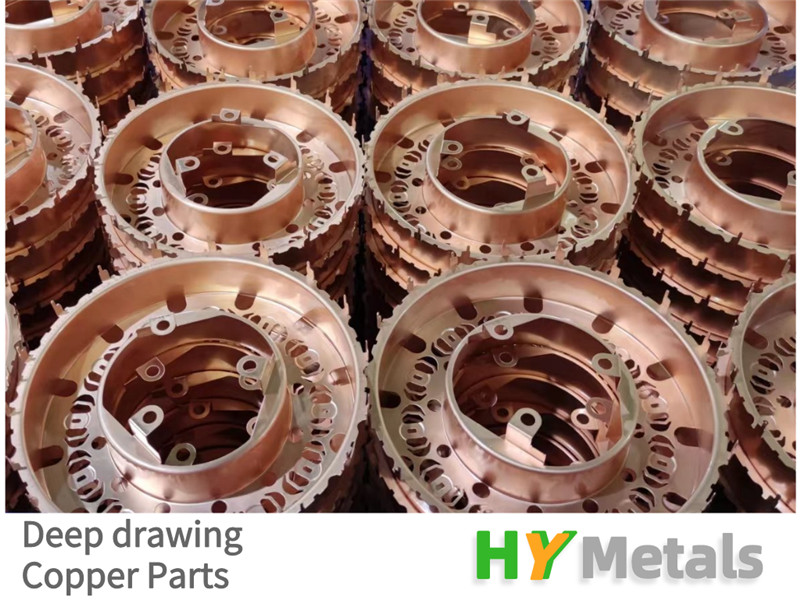
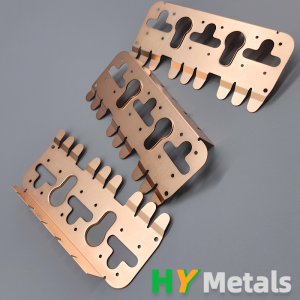
6. irudia: Kobrezko piezak sakonki marraztea eta estanpatzea
Kobrezko sakonki marraztutako eta estanpatzeko pieza bat da hau.
Pieza honetarako 7 tresneria multzo diseinatu ditugu guztira, horien artean 3 marrazketa sakoneko tresneria multzo konformatzeko eta 4 estanpazio tresneria ebakitzeko eta tolesteko.
NCTren Ukabilkadak

NCT puntzoia Numerical Control Turret Punch Press-en laburdura da, Servo Punch bezala ere ezagutzen dena, eta kontrol sistema industriala duen makina automatiko batekin funtzionatzen du.
NCT zulagailua ere estanpazio hotzeko prozesu mota bat da. Sare-zuloak edo OB-zuloak egiteko erabiltzen da normalean.
Zulo asko dituzten xafla metalikoetarako, NCT zulaketa aukera hobea izango da, laser bidezko ebaketa baino kostu merkeagoa eta abiadura handiagoa duelako.
Eta badakigu laser bidezko ebaketak beroaren ondorioz deformazio batzuk eragingo dituela.
NCT zulagailua prozesu hotza da, ez du bero-deformaziorik eragingo eta xafla metalikoa hobeto laua mantenduko du.
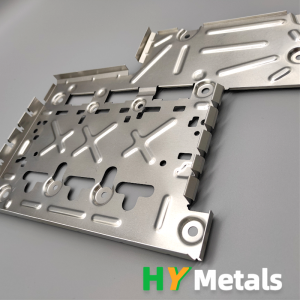
7. irudia: HY Metals-en NCT zulatuko produktu batzuk
-
Xafla metalikoen ekoizpenerako neurrira egindako fabrikazio zerbitzua...
-

Zehaztasun handiko metalezko estanpazio lanak barne hartzen ditu Stam...
-
Zehaztasun handiko xafla metalikozko piezak kobrezko kontaktuak...
-

Zehaztasun handiko xafla metalikoa tolestu eta moldatzeko prozesua
-

Altzairu galbanizatuz egindako xafla metaliko piezak...
-

Txapa metaliko prototipoa, itzulera laburrarekin
-
Altzairu herdoilgaitzezko xafla metalikozko euskarria, beltzez egina...